Konstruktion parametrisierter Massschaft für Jagd-, Sportflinten
Als uns bekannt wurde, dass Massschäfte auch in der hoch Industrialisierten Branche noch Aufwendig und Zeitintensiv von Hand beim Schäfter gefertigt werden, hatten wir diese Projektidee.
Wir entwickelten einen Fertigungsprozess, bei dem alle für den Schützen relevanten Schaftmasse im CAD Modell parametrisiert sind. Der assoziative CAM Prozess berechnet nachfolgend jede Änderung am CAD Schaftmodell. Das CNC Fertigungsprogramm wird an die Serienanlage ausgegeben und ein Testschaft gefräst. Der Schütze kann nach Montage des gefrästen Schaftes, zum Überprüfen auf den Schiesstand gehen. Sollten keine weiteren Anpassungen notwendig sein, kann mit dem vom Schützen ausgewähltem Schaftholz der finale Schaft gefräst werden..
Die Prozesszeit von Anpassung der Schaftmaße, Berechnung des CAM Prozesses, Programmausgabe bis zum Fertigteil, ist in max. 1 Stunde realisierbar. Die Fräszeit wird natürlich von der entsprechenden Schaftlänge beeinflusst und ist variabel.
Bisher wurde der Parametriesierte Masschaft Fertigungsprozess bei den Flinten Blaser F3 und Blaser F16 in den jeweiligen Jagd- und Sportvarianten sowohl als Rechts- wie Linksschaft realisiert.
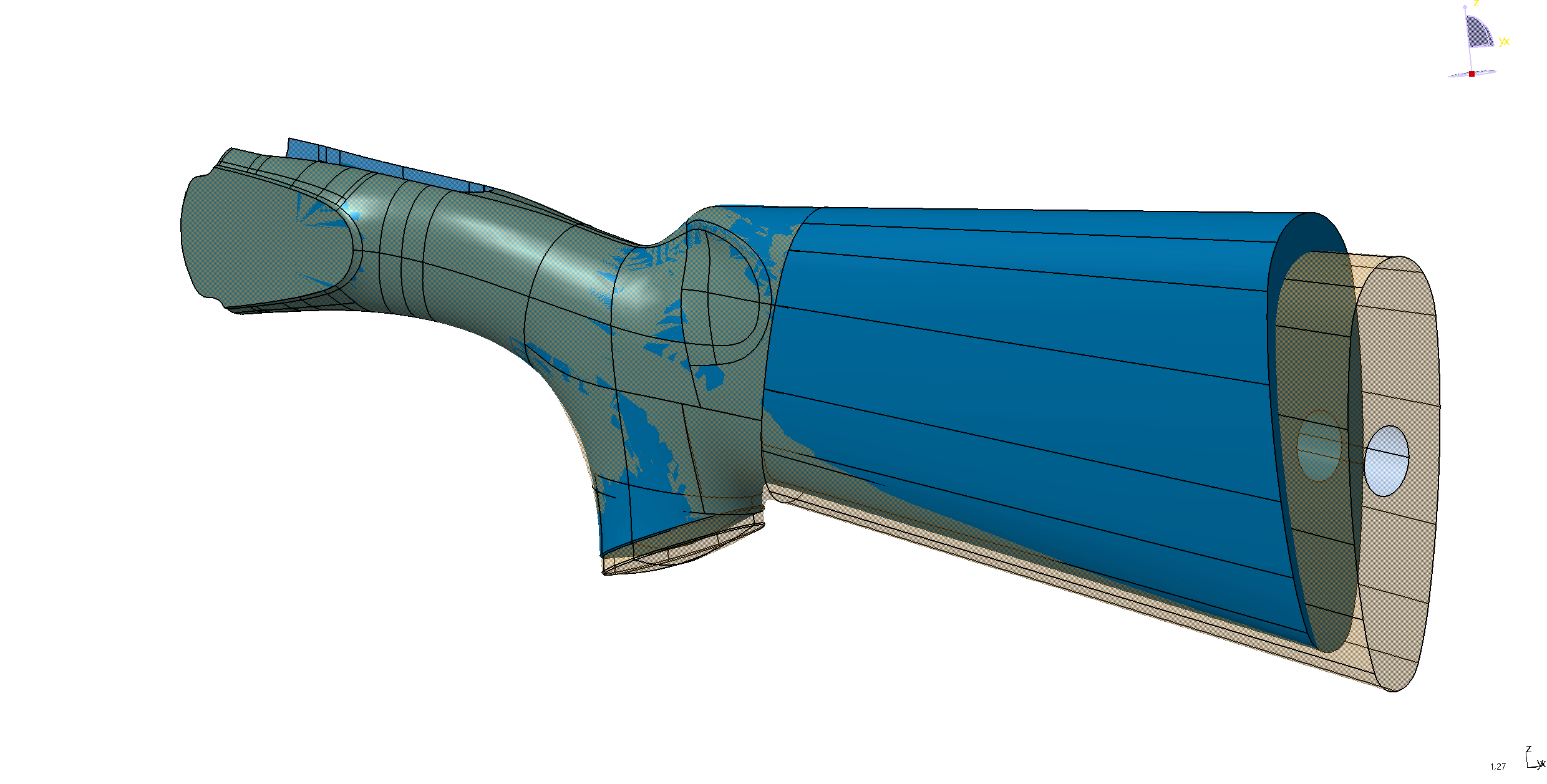
Das nachstehende Bild ist das Konstruktionsmodel vom Hinterschaft der Blaser F3 Jagd- und Sportflinte. Bei dem Schaftmodell kann Schaftlänge, Pitchwinkel, Senkung und Position der Schaftnase und Schaftkappe, Schränkung, Pistolengriffposition und Länge exakt auf die Bedürfnisse des Schützen angepasst werden. Die Blau eingefärbten Flächen sind der Serienschaft.